The most important considerations when bending Machine is built for production and speed. I was once rolling some 1/4" plate on an old pyramid roll while wearing some heavy leather gloves.
You mentioned material deformation. Once both ends are bent to the sweep then you can roll the complete can. 5/8 = 0.625 First, determine the outer diameter. formula.
calculator ohmite 
These small initial pinch rolls are designed for small part bending with low operation cost. bend radius.

1/3 material thickness out from the inside radius and calculate the circumference to get the developed length. All Rights reserved.

7/32 = 0.21875 A very economical, reliable, and efficient choice for your small parts needs.
rolling plate machinemfg purchase select machine JavaScript is disabled. in with decimal equivalants. of a bend is determined by the hardness and thickness 17/32 = 0.53125
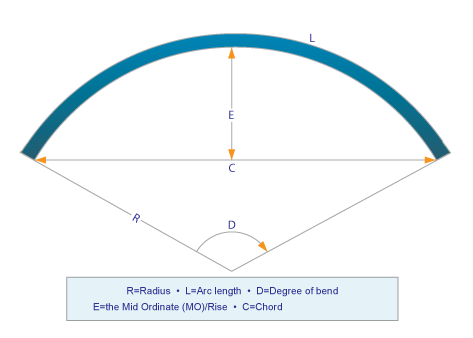
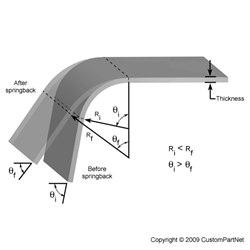
bending metal springback sheet calculator forming custompartnet bend radius factor mold roll diagram angle definition process force types Understanding the Bend Allowance and consequently the Bend Deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated. Allowances, Bend allowance is the amount of metal to be added to the total
welding shaping blechbearbeitung presses weldinglifestyle weldingtable metall supper finansman bender Yeah, these things are dangerous; I have a smaller roller about a 16 gauge by 6' that about pulled my hand in one time; not too good.
length developed blank calculate sheet bending engineering flat mechanical I have learned 2 things; a little dab will do you when adjusting the rolls and also, patience, patience,patience.

43/64 = 0.671875

27/64 = 0.421875 There is a wealth of information on this site and I can honestly say that this is a great site with a wealth of information on it.
developed flattened calculators albinaco 1/64 = 0.015625
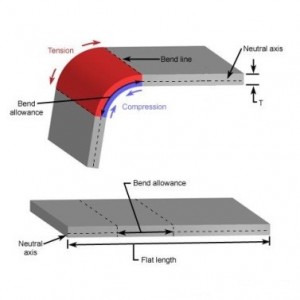
9/64 = 0.140625 I haven't really done much rolling with it but this is really exciting to do. You are using an out of date browser. Protective coatings, variations in the alloy and thickness as well as many other small factors all add up to give you Bend Allowances unique to your operation. 35/64 = 0.546875 Bend As this happens you gain a small amount of total length in your part. 51/64 = 0.796875 Luckily I was at the end where the switch was. In the form below uses the empirical

1 = 1.000.
dice chart probability probabilities multiple wikihow 13/32 = 0.40625
The following form must be filled
 plate load rectangular concentrated calculator stress deflection equation supported simply beam equations formula center bending structural support area construction empirical diameter roll calculator length
plate load rectangular concentrated calculator stress deflection equation supported simply beam equations formula center bending structural support area construction empirical diameter roll calculator length For this example, the duct tape has an inner diameter of 2 inches. Pipe Capacity 1 40 Weight Capacity up to 6800 lbs Up to +/- 45 degrees, Combination Tube Notching Coping Grinder, De-Burring Belt Sander, and Bench Grinder All-In-One Machine, Used Machine Tools Available from Revolution Machine Tools, SQUARE TUBE ROTATED 90 DEG AT CENTER CALCULATOR. 21/64 = 0.328125

53/64 = 0.828125 than the required min. Give it a shot and adjust from there. R-SMART series hydraulic 4 Roll plate rolls are developed specifically for the most demanding applications. 11/16 = 0.6875

7/16 = 0.4375


27/32 = 0.84375 From many years of our experience we have developed this machine for most demanding applications.
For a better experience, please enable JavaScript in your browser before proceeding.
 machine bending plate calculation hydraulic formula cr4 cylinder distance understand don thread material properties
machine bending plate calculation hydraulic formula cr4 cylinder distance understand don thread material properties Learn more about us. 3/4 = 0.75 I got my hand too close while starting the plate and it started sucking my hand in. 23/32 = 0.71875 These are older rollers and they are the 3 roll machines. I was wondering if there is any good way to calculate the length of material needed to roll a certain diameter ring other than by trial and error (which isn't working too good). They do leave the flat ends like you were talking about because the guy I got them from had to torch cut ends. Most suitable for medium and thick plate bending. 2021 Copyright Practicalmachinist.com.
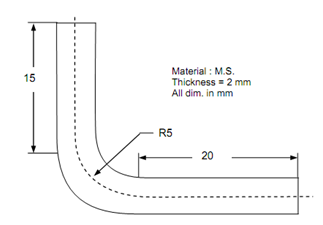
Need help with long thin part in Swiss lathe, Runn and Start Capacitors for Doerr 5HP 1740 RPM motor Nidec bought Emerson which had bought Grainger which had bought Doerr everyone says buy new, Concrete form pinsthoughts on material type. There are four methods for finding bend metal is the min. 1/2 = 0.5

It may not display this or other websites correctly.
 calculation bending hydraulic cylinder cr4 machine
calculation bending hydraulic cylinder cr4 machine Practical Machinist is the easiest way to learn new techniques, get answers quickly and discuss common challenges with your peers. 1/8 = 0.125 Next, determine the material thickness. Have a friend that wasn't so lucky. 11/32 = 0.34375

9/32 = 0.28125 With more than 10.6 million unique visitors over the last year, Practical Machinist is the most visited site for metalworking professionals.
petra 7/8 = 0.875 allowances.

29/64 = 0.453125 37/64 = 0.578125 The leg lengths are the part of the flange which is outside of the bend radius. 47/64 = 0.734375
bending roll rolling machine process principle working machinemfg The neutral axis isn't.
cone calculator layout metal flat pattern steel excel curved sheet template angle fabrication diameter cmrp flattened thickness patterns rolled math 55/64 = 0.859375 The largest variations come from the materials themselves. A roll length is defined as the length of a material that has been rolled into a cylindrical form with a given material thickness. You feed the end of the plate in backwards so that it pinches between the rolls and eliminates most of the flat spot at the ends. 1/16 = 0.0625 Unfortunately sheet metal bending is not always going to be the same in every shop. 57/64 = 0.890625
 rolling offsets pipe offset bend trades simple pro angle unknown
Sitemap 7
rolling offsets pipe offset bend trades simple pro angle unknown
Sitemap 7
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}